17·c18起草视频.27數控機械有限公司 官網")

線切割3B代碼是一(yī)種(zhǒng)結構相對固定的控製格式,以代碼中含有3個B代碼而著稱,它是以X向或Y向托板進給計(jì)數的方法決定是否到達終點,隻(zhī)適用於(yú)2X線加工。一般使用:B B B GX Z或B B B GY Z,所有數值采用(yòng)絕對值(zhí),單位為微米(um)。
B分隔符(fú) X座標值(zhí)B分(fèn)隔符 Y坐(zuò)標(biāo)值B分(fèn)隔符 計數長度G計數方向Z加工指令
下麵簡要介紹(shào)各代(dài)碼的具體(tǐ)含義:
B為分(fèn)隔符,X、Y、J為數值,最多6位,J是計數(shù)長度,有時需要補前零,G為計數方向,有GX和GY兩種,Z為加工指令,有12種,即L1、L2、L3、L4、NR1、NR2、NR3、NR4、SR1、SR2、SR3、SR4。
以上的X、Y 、J均取絕對值,加工直線時X、Y為相對與起點的(de)終點坐標值;加工圓弧時X、Y為起點相對於圓心的坐標值。
3B代碼的表示方法:
1、直線的表示方法(fǎ):
第一個B後的數值是直線終點相對起點的X值;
第二個(gè)B後的數值是直線終(zhōng)點相(xiàng)對起點的Y值;
第三個(gè)B後的數值是計數長(zhǎng)度,其確定的方法(fǎ):當計數方向(xiàng)確定後,計數長度取計數方向從起點到終點拖板移動的總距離,也就是計數方向坐標軸上投影長(zhǎng)度的總和;
G後麵為計數方向,計數方向的(de)確定:選擇GX和GY中的(de)一(yī)種,比較直線終點相(xiàng)對起點的(de)X、Y值,選擇值大(dà)者的方向;或者說終點接近(jìn)X軸時應計X,終點接近Y時應計(jì)Y,如圖所(suǒ)示G計數(shù)方向應選擇GX。
最後為加工指令:加工指令為(wéi)一些特殊字符,共有12種,分別(bié)為L1、L2、L3、L4、SR1、SR2、SR3、SR4、NR1、NR2、NR3、NR4,屬於直線表示的有四種L1、L2、L3、L4。 L代表直線、數字代表象限,例如:L1代表終點(diǎn)在(zài)I象限的直(zhí)線。見下圖:
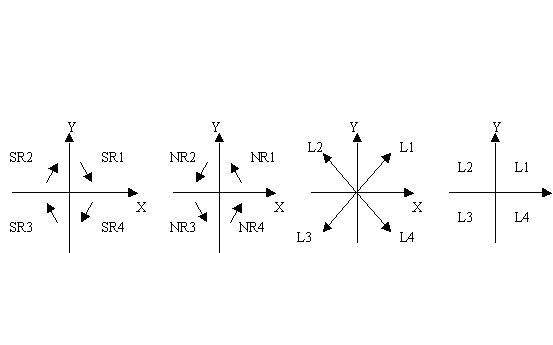
其中,對於直線L指令,終點在坐標軸(zhóu)X軸正方向、Y軸正方向、X軸負方向、Y軸負方向分別對應L1、L2、L3、L4;
對於順圓(yuán)弧SR指(zhǐ)令,起點在坐標(biāo)軸X軸正方向、Y軸(zhóu)正方向、X軸負方向、Y軸(zhóu)負方向分別對應SR4、SR1、SR2、SR3;
對於逆圓弧NR指令,起點在坐標軸X軸正方向、Y軸正方向、X軸負方向、Y軸負方向分別對應NR1、NR2、NR3、NR4。
直線實例:起(qǐ)點(diǎn)為(wéi)(2,3),終點為(7,10)的直線的3B指令是:
B5000 B7000 B7000 GY L1
2.圓(yuán)弧的表示方法:
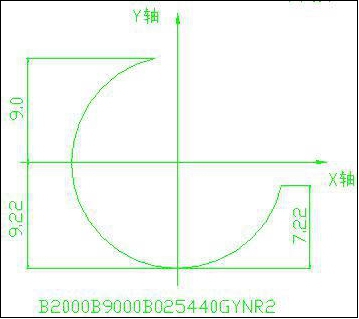
如圖:半徑為9.22,圓心坐標為(0,0),起點坐標為(-2,9),終(zhōng)點坐標為(9,-2)的圓弧3B指令是:
B2000B9000B25440GYNR2
第一個B後的數值是圓弧(hú)起點相對圓心的X值;
第(dì)二個B後的數值是圓弧起點相對圓心的Y值;
第三(sān)個B後的數值是計數長度,其確定的方法(fǎ):當計數方向確定後,計數長度取計數方向上從起點到終點拖板移動的總距離,也就是距離絕對值的和,如圖所示計數長度為9.0+9.22+7.22=25.44;
G後麵為計數方向,計數方向的確(què)定:選擇GX和GY中的一種,與直線加工不同的是,當圓(yuán)弧終點靠近X軸時計數方向選擇Y軸,輸出為GY,當圓弧終點靠近Y軸時計數方向選擇X軸輸出為GX。
最後為加工指令:加工指令為一些特殊字符,共有12種,表示圓弧的有8種,NR代表逆弧、SR代表順(shùn)弧(hú),數字代(dài)表象限。例如:NR2代表起點在II象限的逆時針圓弧,SR4代表起點在IV象限的順時針圓弧。
數控電火花線切割(gē)機床3B格式編(biān)程舉例
3B代碼使用實例
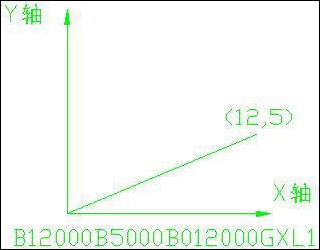
例1 加工圖g所示斜線OA,終點A的坐(zuò)標(biāo)為Xe=17mm,Ye=5mm,寫出加工程序。
其程序為:
B17000 B5000 B017000GxL1
例(lì)2 加工圖(tú)h所示直線,其長度為21.5mm,寫出其程序。
相應(yīng)的程序為:
BBB021500GyL2
圖(tú)g 加工(gōng)斜線圖 h 加工與Y軸正(zhèng)方向重合的直線圖 i 加工半圓弧
圖(tú)j 加工1/4圓弧
圖k 加工圓弧段
例3 加工如圖i所示圓弧,加工起點的坐標為A(-5,0),試編製程序。
其(qí)程序為:
B5000 BB010000GySR2
例4 加工如圖j所(suǒ)示的1/4圓(yuán)弧,加(jiā)工起點A(0.707,0.707),終點為B(-0.707,0.707),試編製程(chéng)序。
相應的(de)程序(xù)為:
B707 B707 B001414GxNR1
由於終點恰好在45°線上,故也(yě)可取Gy,則B707 B707 B000586GyNR1
例5 加工圖k所示圓弧,加工起點為A(-2,9),終點為B(9,-2),編製加工程序。
圓弧半徑:R=μm =9220μm
計數長度:JYAC=9000μm
JYCD=9220μm
JYDB=R-2000μm =7200μm
則JY= JYAC+ JYCD+ JYDB=(9000+9220+7220)μm =25440μm
其程序為:
B2000 B9000 B025440GyNR2
3B加工指令代碼
線切削機床除了使(shǐ)用ISO代碼外,還使用3B、4B、5B和EIA等,使用較多的是3B格式(shì),慢走絲多采用4B格(gé)式。本節內容將主(zhǔ)要介紹(shào)3B格式的指令編程(chéng)。
一、編程方法介紹
3B代碼(mǎ)編程(chéng)格(gé)式是數控電火花線切割機床上最常用的程序格式,在該程序格式中無間隙補償,但可通過機床的數控裝置或一些自動編程軟件,自(zì)動實(shí)現間隙補償。具體格式見表。
3B程序格式表
B X B Y B J G Z
分隔符號、X坐標值、分(fèn)隔符號、Y坐標值(zhí)、分隔(gé)符號、計數(shù)長度、計數(shù)方向、加工指令
其中:B—分隔符號,它的作(zuò)用是將X、 Y、 J 數碼(mǎ)分開來;
X、 Y—增量(相對)坐標值;
J—加工線段的計數長度;
G—加工線段的計(jì)數方(fāng)向;
Z— 加工指令;
例如:B1000B2000B2000GYL2。
有的係統要(yào)求整個程序(xù)有一些(xiē)輔助指令T84(工作(zuò)液開)、T85(工作液關);T86(貯絲筒開)、T87(貯絲筒關);應有停機符M02(程序結束)。
1、坐標係與坐標值X、Y的確定 平麵坐標係是這樣規定的:麵(miàn)對機床操作台,工(gōng)作台平麵為坐標係平麵,左右方(fāng)向這X軸,且(qiě)右方(fāng)向為正;前(qián)後方向為Y軸,前方為正。編程時,采用相對坐標係,即坐標係的(de)原點隨程序段的不同而變化。加工直線時,以該直線的起點為坐(zuò)標係的原點,X、Y取該直線終點的坐標值;加工圓弧時,以該圓弧(hú)的圓心為坐標原點,X、Y取該圓弧起點的坐標值,單位為μm。坐標值的負號不寫。
2、計數方向G的(de)確定 不管加(jiā)工圓弧還是直線,計數(shù)方向均(jun1)按終點的位置來確定。加工直線時(shí),終(zhōng)點靠近何軸,則計數方向取該(gāi)軸;加(jiā)工與坐標軸成45°角的線段時,計數方向取X軸(zhóu)、Y軸均可,記作:GX或GY,如圖3.67a所示;加工圓弧時,終點靠近何軸,則計數方向取另一軸(zhóu);加工圓弧的終點與坐標軸成45°角時,計數方(fāng)向取X軸、Y軸均可,記作:GX或GY。如圖3.67b所示(shì)。
3、計數長度的確(què)定(dìng) 計數長度是在計數方向的基礎上確(què)定的。計數長度(dù)是被加工的直線或圓弧(hú)在計數方向坐標軸上的絕對值總和,其單位為μm。
例如(rú):在圖3.68a中所示中,加工直(zhí)線OA時計數方向為X軸(zhóu),計數長度為OB,數值等於(yú)A點的X坐標值;在圖3.68b中加工半徑為500的圓弧M N時,計數方向為X軸(zhóu),計數長度為(wéi)500×3=1500,即MN中三段圓弧在X軸上投影的絕對值總和。
4、加工指令Z的確定 加工直線有四種加工指令:L1、L2、L3、L4。如圖3.69所示。當直(zhí)線在第Ⅰ象限(包括X軸而不包括Y軸)時,加工指令記作L1;當處於第Ⅱ象限(包括Y軸而不包括X軸)時,記作L2;L3、L4依次類推。
4.1、加工順時針圓弧時有四種加工指令:SR1、SR2、SR3、SR4。如圖3.70所示。當圓弧的起點在第Ⅰ象限(包括(kuò)Y軸(zhóu)而不包括X軸)時,加工指令記作SR1;當處於第Ⅱ象限(包括X軸而不包括Y軸)時,記作SR2;SR3、SR4依次類推。
加工逆時針圓弧時有四(sì)種加(jiā)工指令:NR1、NR2、NR3、NR4,如圖3.70所示。當(dāng)圓弧的起點(diǎn)在第Ⅰ象(xiàng)限(包括(kuò)X軸而不包括Y軸)時,加工指令記作NR1;當(dāng)處於第Ⅱ象限(包括Y軸而不包括X軸)時(shí),記作NR2;NR3、NR4依次類推。
5、編程實例如圖3.71所示(shì)典型零件,按3B格式編寫該零件的線切割加工程序。5.1、確定加工路線,起始點為A,加工(gōng)路線按照(zhào)圖中所標的①→②→③→④→⑤→⑥→⑦→⑧段的順序進行。①段為切(qiē)入,⑧為(wéi)切(qiē)出,②~⑦段為程(chéng)序零件輪(lún)廓(kuò)。
5.2、分別計算各段曲線(xiàn)的增量值。
△ X1=0, △Y1=2mm;
△ X2=0, △Y2=10mm;
△ X3=0, △Y3=20mm;
△ X4=0, △Y4=10mm;
△ X5=30mm, △Y5=30×tan15°=8.04mm;
△ X6=0, △Y6=40-2×Y5=23.92mm
△ X7=30mm, △Y7=30×tan15°=8.04mm;
△ X8=0, △Y8=2mm;
有公差尺寸的編程計算法:
根據大量的統計表明,加工後的實際尺寸大部分是在公差帶的中(zhōng)值附近。因此,對標注有公差的尺寸,應采用中差尺寸編程。中差尺寸(cùn)的計算公式為:
中差尺寸=基本尺寸(cùn)+(上偏差+下偏差)/2
例1:槽45+0.04 +0.02的尺寸公差尺寸為
45+(0.04+0.02 2)=45.03mm
例2:半徑為(wéi)200 -0.02的(de)中差尺寸為
20-(0-0.02 2)=19.99mm
例(lì)3:半徑為?360 -0.24的中差尺寸(cùn)為(wéi)
36-(0-0.24 2)=35.88mm
其(qí)半徑的中差尺寸為35.88/2=17.94mm
三(sān)、間(jiān)隙補償問題
在實際(jì)加工(gōng)中,電火花線切割數控機床是通過控製電極(jí)絲的中心軔跡來加(jiā)工的,圖中所
示電極絲中心軌跡用(yòng)虛線表示。在數控線切割機床上,電極絲的中心軌跡和圖紙上工件輪廓之(zhī)間差別的補償就叫間隙補償。
以上便是線切割3B含義全解,小夥(huǒ)伴們好好學習哦。接下來小編向(xiàng)大家推薦一款17·c18起草视频.27DK係列極速線切割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次鉬絲可加工40萬方。想了解的小夥伴點擊下方圖片哦。
列極速中走(zǒu)絲")
 官網")