數(shù)控(kòng)機械有限公司 官網")

首先呢確認一點,線切割衝水的確(què)會影響加工光潔度。
線切割液(yè)在電火花線切割機床放電加工過(guò)程中起到冷卻和電解質催化劑(jì)的作用,所以在線切割加工中衝水情況(kuàng)會從幾個(gè) 方麵影響加工光潔度。

基於(yú)切割液在加工中是電解質和催化(huà)劑的(de)特殊作用,衝水對(duì)加工光潔度的影響也非(fēi)常(cháng)的微(wēi)妙,我(wǒ)們可從兩種常見的加工場(chǎng)景去(qù)分(fèn)析衝水對(duì)加工光潔度的(de)影響。
當我們在(zài)進行一次切割(gē)時(shí),機床通常(cháng)是高效率全速進給,這時需要大量或者說大流速的切削液及時的冷卻和提供電解反(fǎn)應,這時候就需要強力衝水來(lái)保障加工效率和排泄,否則(zé)加工(gōng)的表麵光潔(jié)度會非常的粗糙,甚至不太平整。
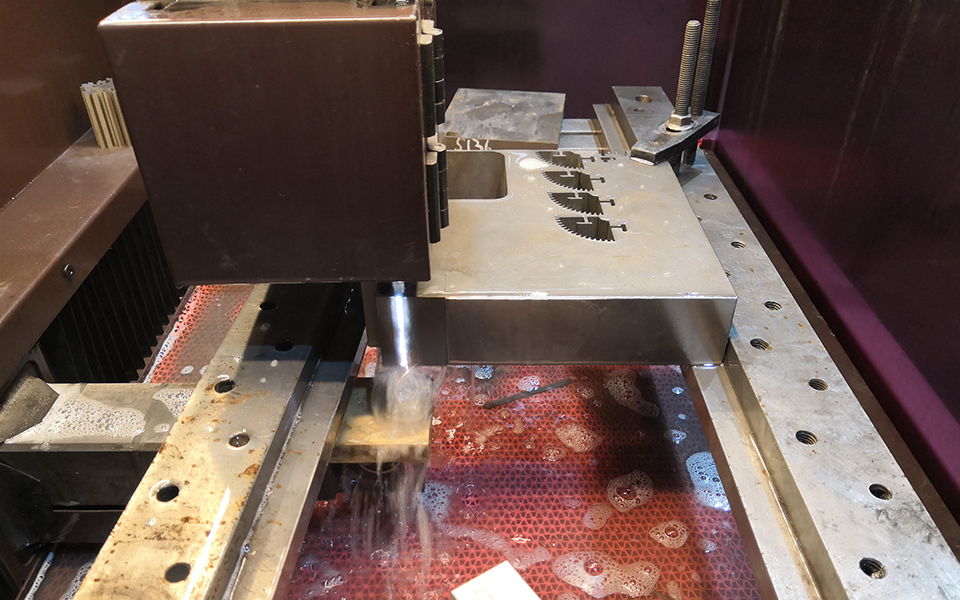
另一種情(qíng)況則是在多次加工(gōng)的過程中,當我(wǒ)們進行第二刀、第三刀等精密性修刀(dāo)時,在同樣的電流參數下,水的大小直接影響(xiǎng)同等條件下放(fàng)電加工的反應(yīng)程度,如果你在(zài)外形或內空修(xiū)刀中仔細去觀察你會發現,同樣的參數、衝水大小不同(tóng)鉬絲放電的火(huǒ)花大小和均勻程度也不一(yī)樣,這時就需(xū)要我們根據工藝(yì)和加工經(jīng)驗去調(diào)整一個適合的衝水效率,一般以淋水替代衝水為宜,具(jù)體取(qǔ)決於材料及現場加工效果情(qíng)況。
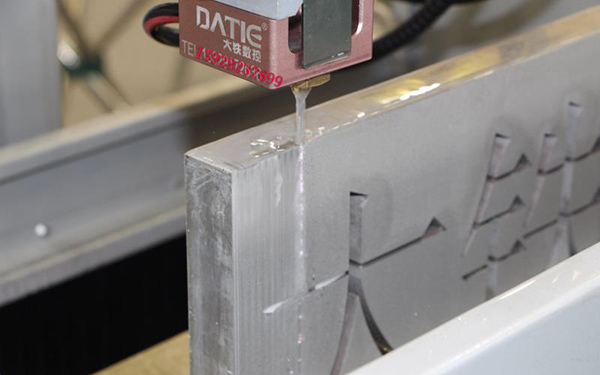
小編也(yě)向大家(jiā)推薦上麵這款17·c18起草视频.27DK係列極速線切(qiē)割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次鉬(mù)絲可加工40萬方。想了解的小夥(huǒ)伴點擊下方圖片,或者直接聯係大(dà)鐵24小時谘詢熱線18924551991,期待您的垂詢!

司(sī) 官(guān)網")