數控機械(xiè)有限公司 官網")

有關於線切割加工補償如何計算,是(shì)這樣的計(jì)算的。
乳化油(yóu)用久後 間隙會不同 機床不同(tóng)放點間隙也不同
正常的話 就按鉬絲 直徑加(jiā)0.03 除二即可 如果你需要(yào)精(jīng)確的 可(kě)以割完一個工件 在調改偏移量
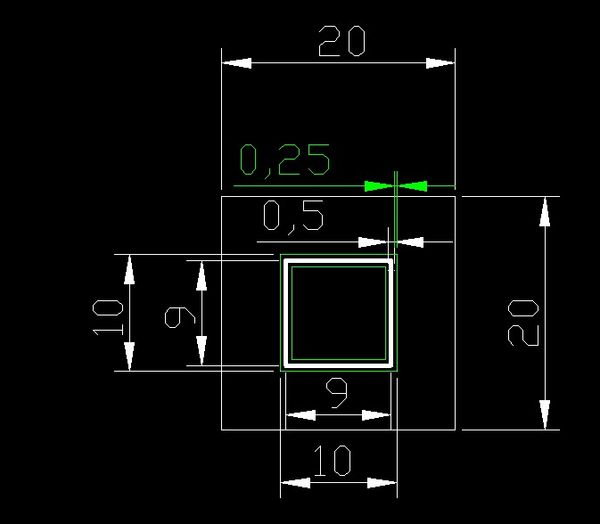
直接(jiē)鉬絲一半加(jiā)0.015就行~這是內孔~外(wài)孔就是鉬絲一半邊0.25就行(háng)了
如果鉬(mù)絲直徑是(shì)0.18毫米,補(bǔ)償值為(wéi)0.095毫米。割出的內外孔尺寸不會差1絲。
鐵數控機械有限公司 官網")