東大(dà)鐵數控機(jī)械有限公司 官網")

切(qiē)割鐵(tiě)或鋼:
鐵件或(huò)鋼件切割時可用磁鐵固定工件、防止加工過程中工件變形,具體操作做好在工件切割到一半時、在已切(qiē)割方向用磁鐵吸住固定(dìng)。
不鏽鋼切(qiē)割:
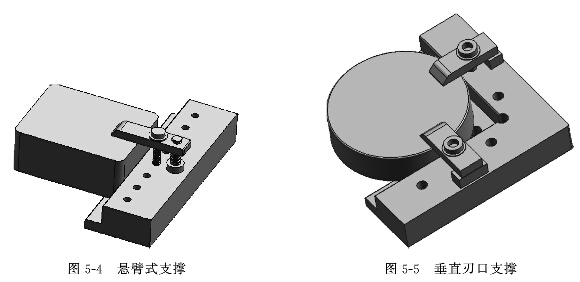
不鏽(xiù)鋼無法用磁鐵固定、隻能依靠(kào)夾具,所以、機床帶有好(hǎo)的裝(zhuāng)夾設計係統就顯得格(gé)外重要,當然、也可以自己根據加工工件的(de)實際需求設計相(xiàng)應夾具。
不鏽鋼張力大,快鉗夾住都沒有用,有餘(yú)量(liàng)的情況下需要打孔(kǒng)割,沒有餘量的情況下需要分兩次割,先(xiān)割一半,然後壓住,在割另一半,當然要求不高的情況下可以隨意發揮。
在做(zuò)高精密切割加工(gōng)時、光靠以上(shàng)幾點是不夠的,在做高精密切割時、為了避免工件(jiàn)變(biàn)形造成精度誤差、我們一(yī)般采取多刀切割,提前算好工件(jiàn)餘量和切割變形量、把加工分為兩(liǎng)刀、三刀甚至更多,這一方(fāng)法同(tóng)樣能夠(gòu)有效防(fáng)止線切(qiē)割加工材料變形導致的精度差。
在線切割加工中 、隻要(yào)出(chū)現工件變形就一定會造成加工精度差,所以如何裝夾(jiá)、如何正(zhèng)確的切割一個工件….等等(děng),都是至關重要的 、也是對線切割加工師(shī)傅基本的基本功要(yào)求。
機(jī)械有限公(gōng)司 官網")