有限公司 官(guān)網")

線切割間隙介紹(shào):
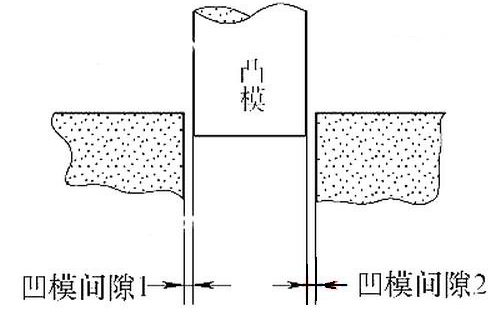
在線切割行業裏,間隙參數的對錯直接影響了加工的精度(dù)。線切割間隙分別有(yǒu)補償間隙、火花(huā)間(jiān)隙、單(dān)邊(biān)間隙。

火花間隙:理論上火花間隙為0.01mm,一般為0.01~0.03mm之間,因為(wéi)不同的機床設置的電(diàn)規準不同,脈寬、脈間、管(guǎn)數、狀態都會影響(xiǎng)火花(huā)間隙的大小。
單邊間隙指的的就是鉬絲半徑。
補償間隙:補償鉬絲半徑和(hé)火花放電間隙的總和,例如鉬(mù)絲直(zhí)徑為0.18mm,那就是0.09+0.01,共計0.1mm。
如何調整線(xiàn)切割間隙:
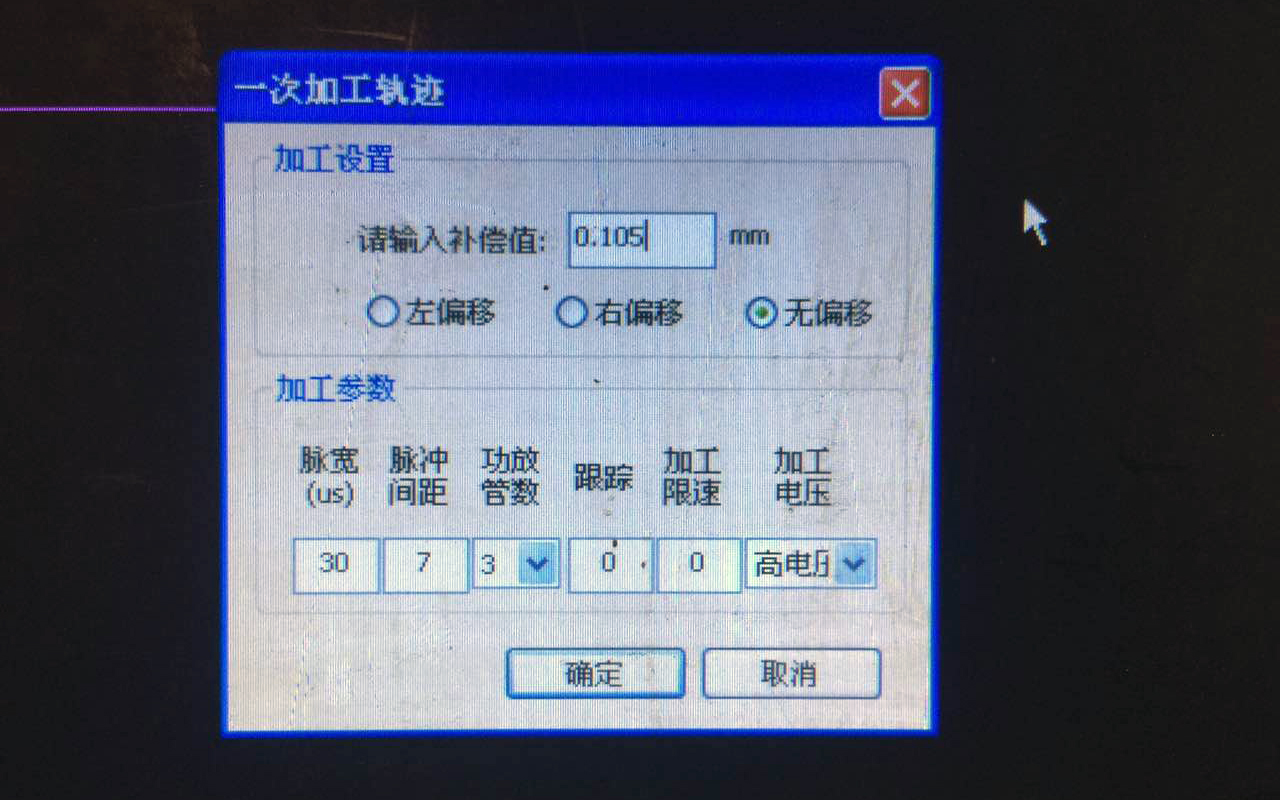
切割的速度不同,火花顆粒不(bú)同,保數的補償就不同,這(zhè)就是為什(shí)麽看到有(yǒu)些線切割師傅在間(jiān)隙補(bǔ)償那輸入0.105的原因。
模具(jù)加工間隙參數:
這裏小編來舉例下大多數模具加工時,應該放多少間隙。比如軟鋼和黃銅,材料厚度0.4~1.2mm,間(jiān)隙值(zhí)為厚度的7%~12%(雙邊),而同樣的厚度,硬鋼的間(jiān)隙值為(wéi)厚度的10%~17%(雙邊);材料(liào)厚度1.2~2.5mm,間隙值為厚度的9%~12%(雙邊),硬鋼的間(jiān)隙值為18%~25%(雙邊);材料厚度2.5~4mm,間隙值為厚度的12%~16%(雙(shuāng)邊),硬鋼的間隙值為15%~28%(雙邊(biān));材料厚度(dù)4~6mm,間隙值為厚度的15%~18%(雙邊)。硬鋼的間隙值為27%~29%(雙邊)。間隙值(zhí)的大小和料的麵積的大小無關,隻和材料的厚度與軟硬(yìng)有關。如果精衝的話,間隙值為料厚的1%(雙邊)。
對於間隙問題,在鉗工手冊上都可以查詢的到。有(yǒu)樂(lè)意深入研究的小夥伴可以去查詢一下。
17·c18起草视频.27數控機械有限公司 官網")