有限公司 官(guān)網")

線切割機床是一種(zhǒng)用電極絲放電腐蝕導電材料的電加工設備,理論上可以加工所有導(dǎo)電材料,石(shí)墨、鋼料(liào)、鐵料、合金、鋁材(cái)、銅等導電金(jīn)屬,鑄鐵加工算是線切割加工中常見的加工工藝之一。當然,線切割加工鑄件也確實(shí)會遇到一些技術難題和非技術性難題。
線切割加工鑄鐵受限的兩大(dà)關鍵因素就是雜質和氣孔,這是由(yóu)鑄鐵本身的材質和鑄造工藝決定的,所以(yǐ)我們(men)用(yòng)線切割加工鑄件時應充分考慮這兩點。
鑄鐵的鑄造有(yǒu)常見的兩種工藝,一種是普通地坑模鑄造,另一種是樹脂砂鑄造工藝。地坑模鑄造出的鑄件相(xiàng)對樹脂砂鑄造會含有大量沙子、鐵釘等雜質,嚴重影響鑄件的線切割加工。再者、鑄鐵的排號也會決定鑄件的密度、純度、氣孔等屬性,鑄鐵排號一般劃分為HT200、HT250、HT300三個等級,排(pái)號(hào)300以上的也(yě)稱為球墨鑄鐵。鑄(zhù)件排號越高自然越有利於(yú)線(xiàn)切割加工。

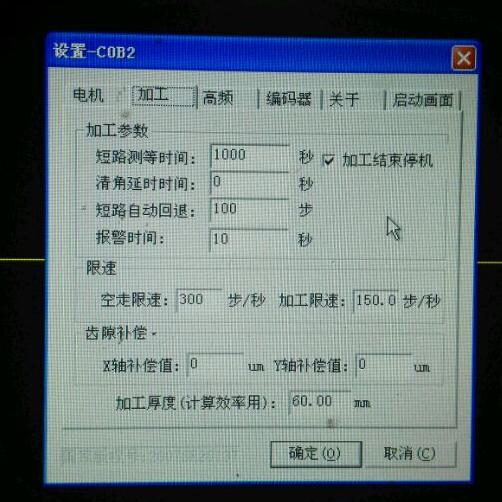
在線切割加工中(zhōng),我們遇到較多(duō)的問題就(jiù)是短路(lù)回退、或者直接導致加工不了,這些(xiē)都是鑄件有雜質或氣孔造成的,一般來說如果隻是遇到氣孔在長不斷短路回退再據(jù)悉加工後也能割(gē)過去,隻需要調整(zhěng)跟蹤,設置為出現短路報警後自動回退多少步、再繼續(xù)自動加工即可。如果遇到的是砂石或其它不導(dǎo)電雜質,隻能放棄加工,重新規劃加工路徑或報廢材料。
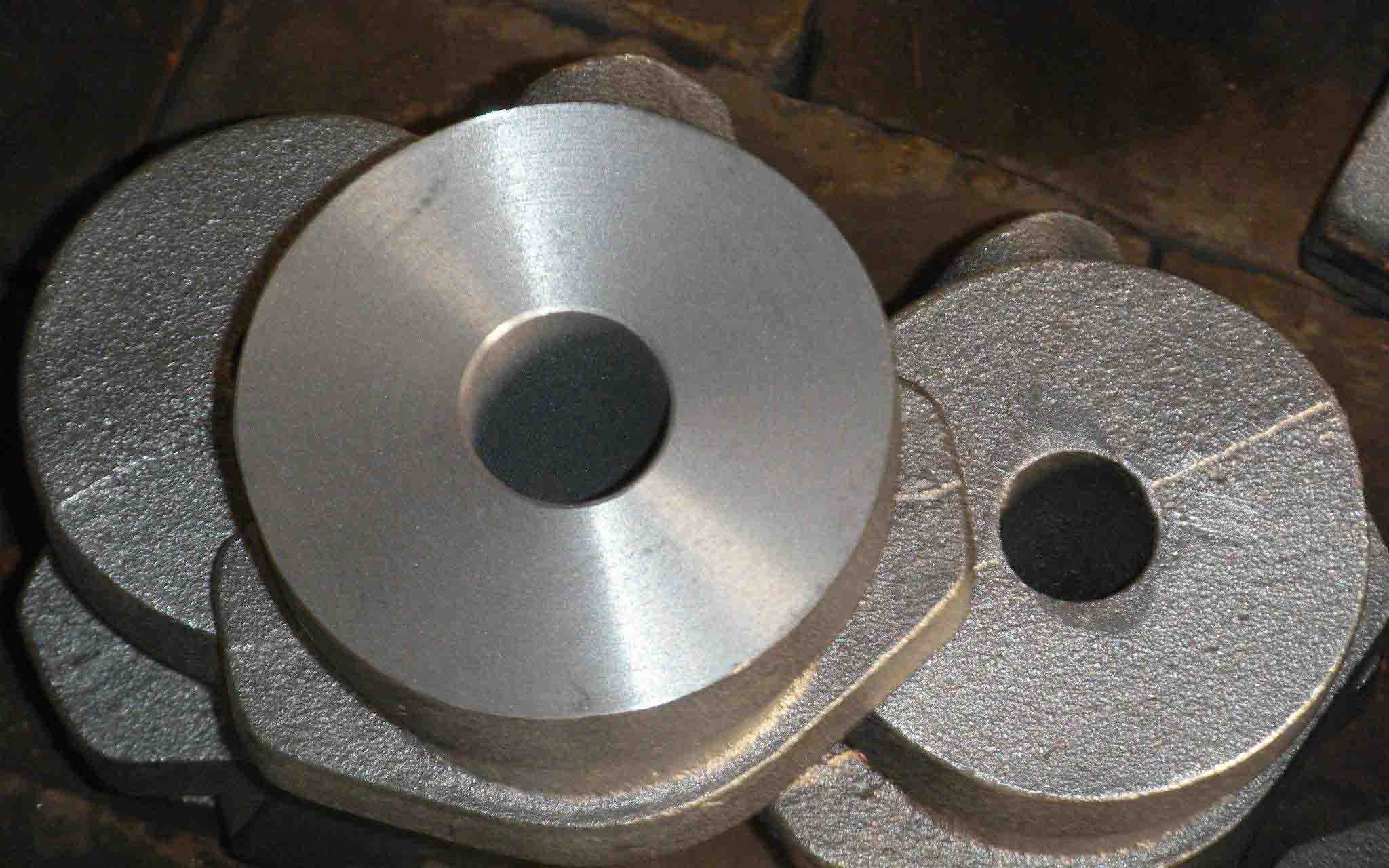
壓鑄後的鑄件表麵(miàn)一般(bān)為鐵鏽、氧化層和其它雜質,直接從表麵(miàn)加工鑄件會出(chū)現(xiàn)不導電加工不了的情況,所以鑄件線切割加工(gōng)一般為車銑加工過後的成(chéng)品二(èr)次加工,或將毛坯(pī)鑄件基準麵飛邊、進刀麵飛邊的加工。
