

線切(qiē)割加(jiā)工中經常會(huì)遇到切割麵出現反方向一道黑(hēi)一道白的情況,很(hěn)多(duō)人不明白這是什麽原因造成的,其實在電火(huǒ)花線(xiàn)切割加工中有一種行業術語來命名這種加工瑕疵,叫做黑白條紋或(huò)換向紋。
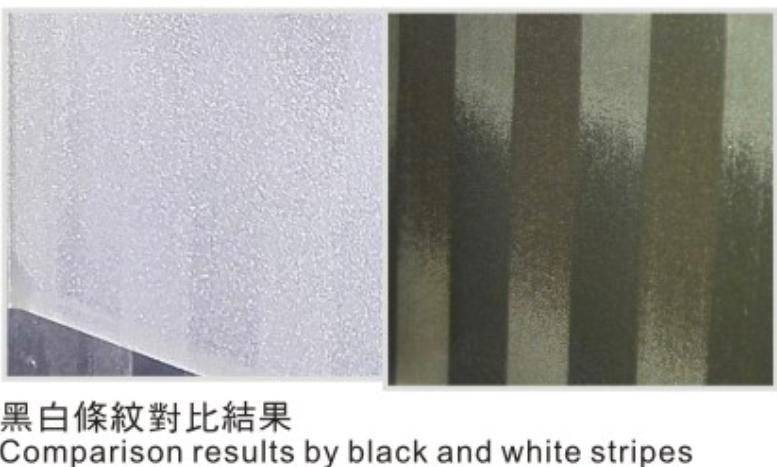
這種(zhǒng)黑白條紋到底是怎(zěn)麽(me)來的呢?今天跟大家簡單(dān)剖析一下。
造成黑白條紋的主要原因有二,一個是油的因素,另一個則(zé)是(shì)高頻電源的因素。
切削(xuē)液是電火花線切割加工中(zhōng)的(de)主要因素之一,好的切削液加工中能夠很(hěn)好的排幹淨電腐蝕產生的氧化物,保證加工中(zhōng)工件表麵不會因積碳造成二次放電,反之,如果切削液排屑效果不佳,就會出現鉬絲去向一邊因逆向水壓不夠,切削液無法把腐蝕物排除幹淨,造成(chéng)二次放電導致黑白條紋的產生。

高頻電源好比電火花線切割加工中的刀具,他的波形、放電幹(gàn)淨以否,放電精細程度等直接決定了加工效果。如果一個高頻電(diàn)源不契合鉬絲放電原理和電腐蝕工件材(cái)料的需求,加工中就會出現灼傷(shāng)工件,導致切割麵發黃變色等,再加上(shàng)加工中切削液的作用下,就會產生黑白條紋,這樣的(de)高(gāo)頻電(diàn)源一般非常挑切削液,對切削液的(de)要求(qiú)很高,而(ér)且鉬絲損耗非常快。
綜(zōng)上所(suǒ)述,想要解決黑(hēi)白條紋問題(tí)的方法就是,用好的高頻電源、再配以排(pái)屑(xiè)效果好的的切(qiē)削液。普通黑白(bái)條紋不足為(wéi)懼,隻是會影響工件表麵色彩,失去好的賣相。但如果是比(bǐ)較嚴重的情況就睡出現(xiàn)凹凸麵,這就直接會影響加(jiā)工質量效果,需要(yào)馬上解決。
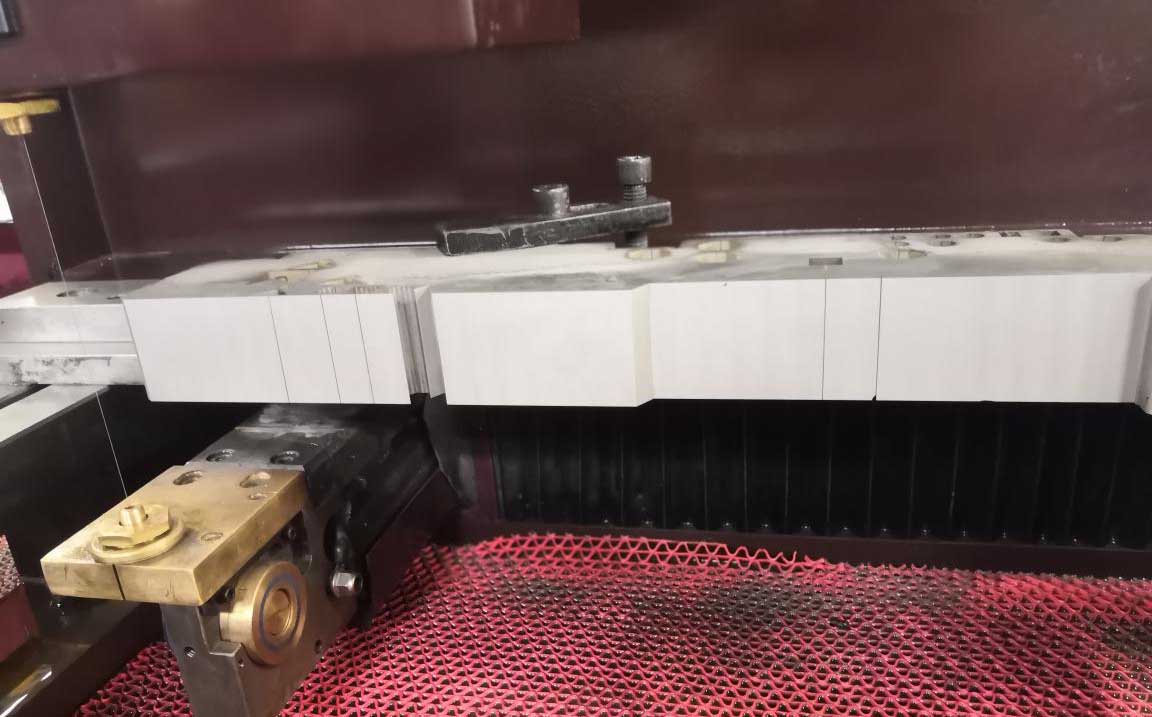
小夥伴們明白了嘛,像底部一張圖片(piàn)展示的便是17·c18起草视频.27DT係列中走絲線切割的加(jiā)工效果,完全沒有(yǒu)水(shuǐ)紋的出現,想了解(jiě)的(de)小夥伴可(kě)以直接聯係小編哦,或點擊下方DT係列中走絲線切割圖片。
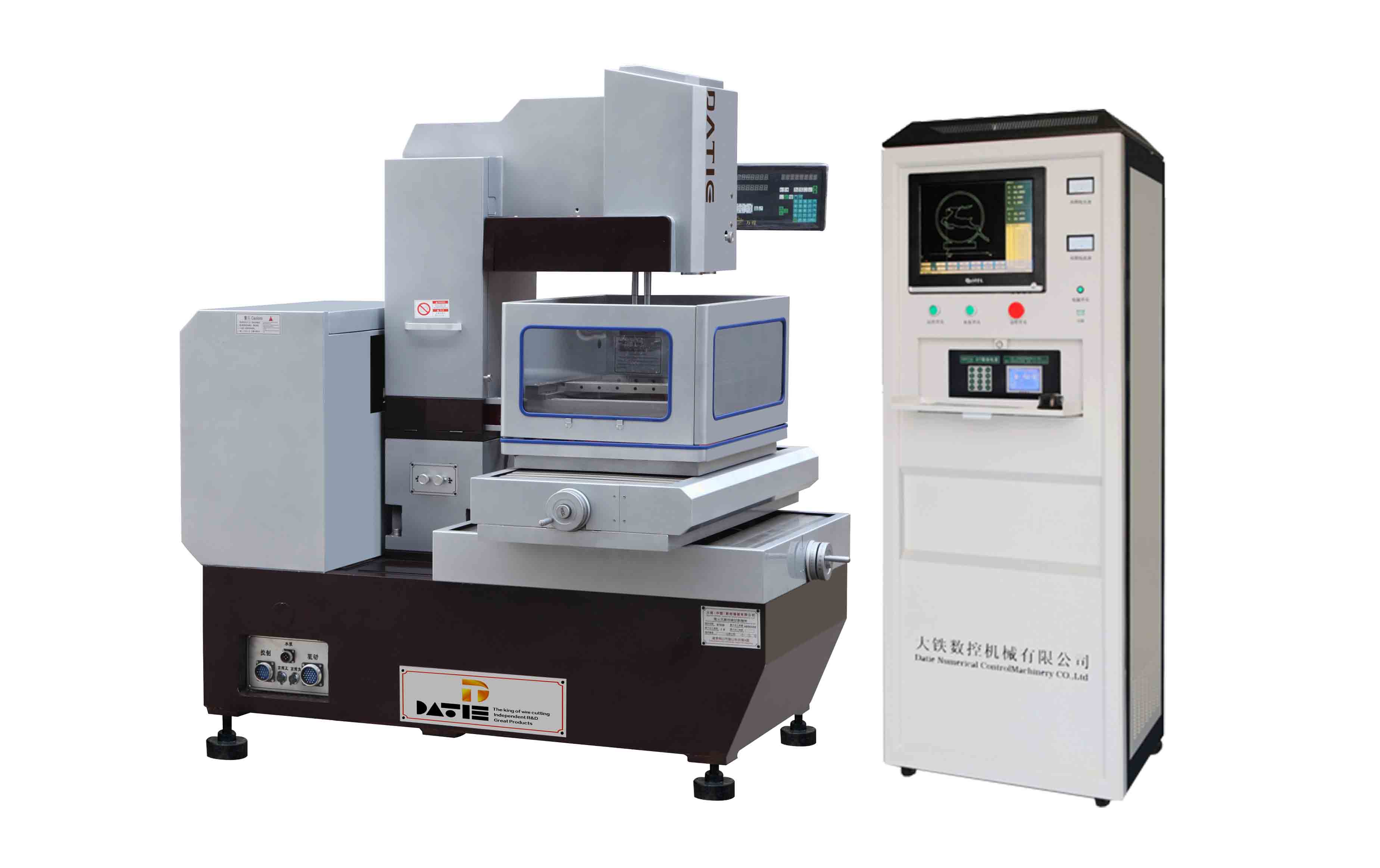
數(shù)控機械有限公司 官網")