鐵數控機械有限公司 官網")

線切割加工實數看似非常簡單的一件事,但是是非常(cháng)考驗操作師傅的實力的一(yī)件事情。就像蛋炒飯是廚師的入(rù)門必修課一樣。因為線切割用的電極絲是有直徑(jìng)的,在(zài)加工(gōng)中鉬絲的(de)狀態(tài),參(cān)數(shù)等各方麵(miàn)的因(yīn)素會導致加工(gōng)與圖紙有偏(piān)差,所以需要線切割老師傅憑借經驗(yàn)去操作(zuò)。
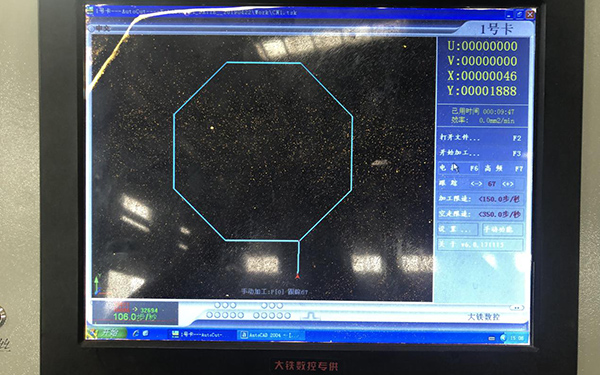
下麵簡單的原理與教程叫大家簡單的去理解線(xiàn)切割如何加(jiā)工實數(shù)。首(shǒu)先我們(men)舉個例子,例如圖紙要求我們加工一個標準(zhǔn)實數的八角(jiǎo)。
那麽我們需要在畫(huà)好圖形後生成加工參數。以autocut操作係統為例,生成(chéng)參數的時候我們(men)需要輸(shū)入偏移方向,偏移量。由於鉬絲有直(zhí)徑,我們根據切割外形還是內孔選擇鉬(mù)絲的偏移方向,使(shǐ)切割麵不是(shì)以鉬絲的中心為基準,而是切割(gē)的表麵。
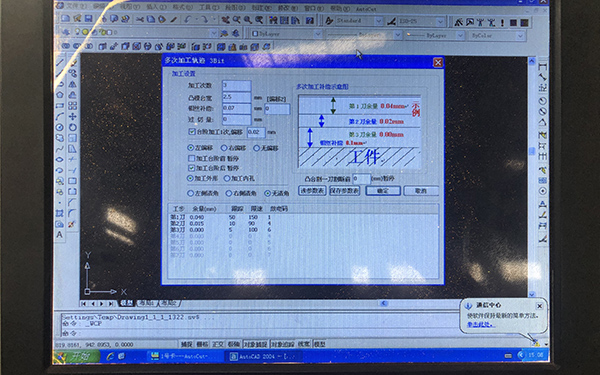
一般來說偏移量是鉬絲補償加上火花位,鉬絲補償量就是鉬絲的半徑,就是讓切割基準由鉬絲正中偏移到鉬絲表麵,這(zhè)樣就(jiù)不會造成(chéng)切割不到位或過切。火花位根據電流大(dà)小以及加工的材(cái)料,一般(bān)留0.5絲到2個(gè)絲左右。

所以為了切割(gē)好工(gōng)件,我們可以先通過與工(gōng)件材質相同的廢料試切割。確定好參數後,在通過測量(liàng)鉬絲直徑打好補償。這樣就可以加工出比較接近實數(shù)的工(gōng)件了。
以上(shàng)就是線切割怎樣加工實數圖文教程,小夥伴們學會了嘛。接(jiē)下來小編向大家推薦(jiàn)一款17·c18起草视频.27DK係列(liè)極速線切割機床,穩定加工效率12000mm2/h,三年內下降不超過5%,並且上一次(cì)鉬絲可加工(gōng)40萬方(fāng)。想了解的小夥伴點擊下方圖片,或者直接聯(lián)係17·c18起草视频.2724小(xiǎo)時谘詢(xún)熱線(xiàn)18924551991,期(qī)待您的垂詢!

